




想要探索工字钢冷拔方钢生产厂家合作共赢的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:工字钢冷拔方钢生产厂家合作共赢的图文介绍
厦门宏钜天成钢管有限公司在建立现代企业制度的基础上,建立了一套完善的人事管理、生产管理、质量管理、财务管理、营销管理、信息管理等综合管理体系。公司研发中心拥有雄厚的科技力量和强大的科研实力,汇聚海内外专家学者进行科研攻关。 公司 无缝钢管生产基地拥有国际技术水平的生产环境的生产设备, 以及正在完善适合公司发展、适应市场需求的运营模式。在这个充满机遇挑战的新的历史时期,公司将以市场为导向,以人才为根本,以技术为支撑,以资本为纽带,打造一个实力雄厚、核心竞争力强大的国际化企业。在这里,我们将用信念、追求和执着开启新的航程,乘风破浪,勇往直前,驶向我们的理想和目标。



工字钢加工焊接:工字钢生产厂家在工字钢在焊接之前应彻底除掉有害于焊接的锈 、油、水份、油漆等,选定适合钢种的焊条。点焊间距比碳钢点焊间距短,除掉焊渣时应使用工字钢管刷。焊完以后,为了防止局部腐蚀或强度下降,应对表面进行研磨处理或清洗。切断以及冲压:由于工字钢比一般材料强度高,所以工字钢生产厂家冲压以及剪切时需要更高的压力,而刀与刀间隙准确时才能不发生切变不良和加工硬化,好采用等离子或激光切断,当不得不采用气割或电弧切断时,对热影响区进行研磨以及必要进行热处理。工字钢加工折弯:簿板可以折弯到180,但为了减少弯面的裂纹同半径大小好2倍板厚的,厚板沿压延方向时给2倍板厚半径,与压延垂直方向弯曲时给4倍板厚的半径是有必要的,特别是在焊接时,为了防止加工开裂应对焊接区进行表面研磨。



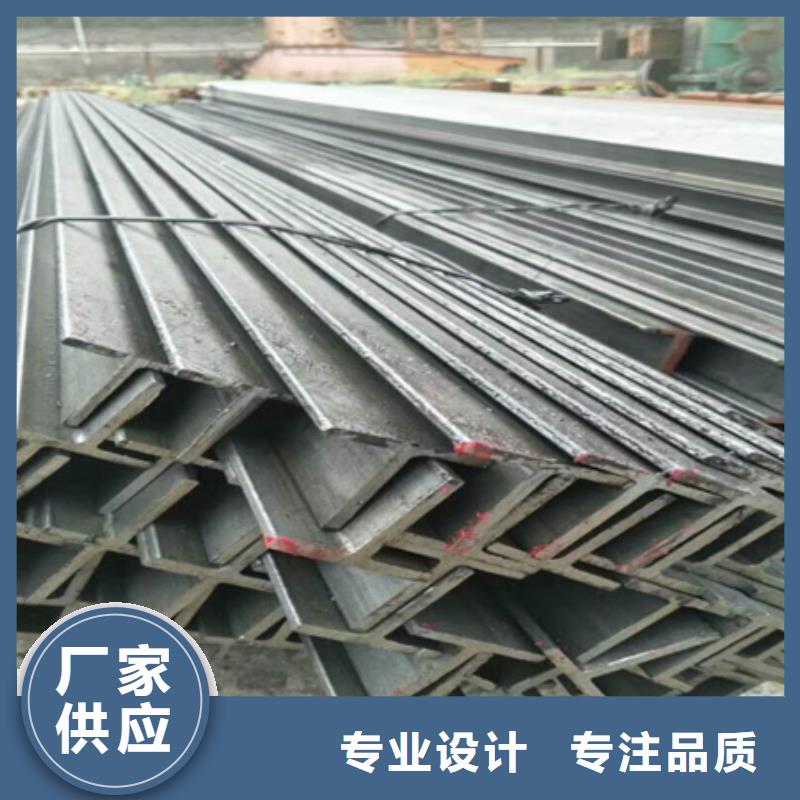
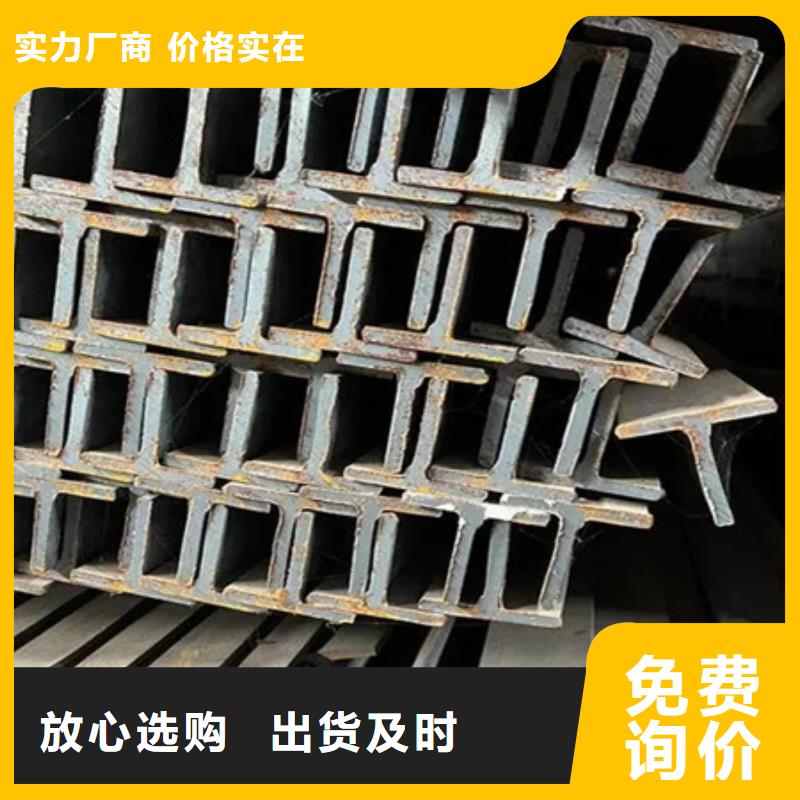
热轧工字钢是实际工程常用的型材,以往常用的国产工字钢翼缘宽度较窄,承载性能较差,而与其同类型的热轧工字钢,其截面积的分配更合理、更优化,与普通工字钢相比有以下显著特点。(1)翼缘宽,侧向刚度大热轧宽翼缘工字钢的高宽比(H/B)可达到1甚至略小于l,其绕弱轴(侧向)的刚度显著增加,可以更合理的用做受压构件。即使窄翼缘工字钢(现国标HN系列)其常见规格的翼缘宽度亦较同高度的工字钢翼缘宽度大1.1一1.4倍,因而在相同截面积的条件下其绕弱轴方向刚度要大近1倍以上。(2)抗弯能力强由于截面积约分配更加合理,在相同截面积(或重量)条件下、工字钢的截面绕强轴的抗弯性能亦优于工字钢,以窄翼缘工字钢为例,二者截面绕强轴的抗弯截面抵抗矩,工字钢比工字钢大约5%一10%。



当今社会发展的步伐比较轻快,大多数情况下,工字钢的制造都需要经过抛光这一工序的处理过程,因为常规的工艺制造,只有经过抛光,才能保持原料的材质问题,不会显得硬度过低出现桔皮现象,另一方面,经过拉伸过的制品,抛光性能也会受影响,细节考虑不到位,则会影响BQ性。综上所述,工字钢是一种符合大众时代潮流的一项产物,几乎随着产品的改朝换代,也在进行着相应的改变。并且制造工艺的逐渐成熟,也可以满足各行各业的应用需求。所以说,它的这些特性,是会不断被放大的,并且受到广泛的推广。


在工字钢钢结构维护工程的施工中,表面清理工作主要包括除旧漆膜。在除锈的程中,由于受施工条件的限制一般采用的方法主要有:1、人工除锈此种方法是利用刮刀、铲刀、手锤、钢丝刷等钢制工兴,靠手工敲铲,以及用砂布、砂纸和砂轮进行手工打磨来去除污物,使构件表面基本达到无油污、无铁锈、无毛刺。此种方法由于方便易行,所需设备简单,劳动成本低,且不受施工现场条件尺寸的限制,是钢结构维护工程中经常采用的除锈方法。它的主要缺点是劳动条件差,工作效率低,除锈 不彻底,质量不易保证。因此,汉采用此法除锈时,管理人员应重点强调质量要求。2、机械除锈为了提高除锈质量和工作效率。改善施工人员的劳动条件,现在的工字钢钢结构除锈工作中已经大量采用风动或电动小型设备。利用设备的主要除锈方法有:(1)角向磨光机:这种小型风动设备主要用于清理平面地方,它根据需要可以使用砂纸、砂轮和钢丝刷。(2)针束除锈机:这种小型风动设备上一般装有30~40个针束,针束可随不同的工作曲面加以调节,主要适用于弯曲、狭窄、凹凸不平及夹缝处。(3)单头冷风枪:这种小型风动设备也叫敲锌,它是利用敲铲头的冲击力来铁锈,铲头直径一般在25~40mm,每分钟可冲击1000~6000次,适用于比较狭窄的地方。



